

No matter how good your welding process is, weld defects are inevitable. Inspection ensures those defects are caught and fixed before your product goes out the door. Leaving this unaddressed can lead to customer issues, premature product failure, and a lot of other avoidable mistakes. In my experience, I have seen a number of issues impact welding. One of my most memorable experiences was during my time at Tower. We would always run into inconsistency in parts which caused a frenzy in figuring out the reasoning why. We'd argue with our internal and external stamping supplies, have holes and trimmed edges that would move or change, and spend countless hours on the robot cells touching up welds here and there. This lead to many different quality issues and wasted time chasing down and troubleshooting these inconsistencies.
Human error is by nature unavoidable. People get tired or distracted, they overlook the obvious, and even the most trained professionals make mistakes. Whoever is responsible for performing weld inspections must ensure they are being thorough enough to not miss a thing, but most people are only 80% effective at their best due to human error. For some, this is enough. Others may prefer to install manual inspection equipment in their facility to ensure an accurate reading. Either way, your customer is the main priority. Are they receiving your best work?
Let's look at a visual representation of inspection methods. The first is a visual look, which is typically fast, but is not the most reliable. Next there is X-ray and ultrasound, which are highly reliable, but not very fast. Last you have, what I like to call, goldilocks - the sensor that can give us the "just right" speed and reliability we're looking for.
Manual Weld Inspections
Manual weld inspections come with a number of issues. Consistency being one of the main culprits. Each manual weld inspector will judge a weld differently. Good may pass as bad and bad could pass as good. While there is a standard, we cannot train each humans eye to view welds the same. Quality is tied to time, cost, and energy. If weld inspections are done by a human being, these three factors are at risk.
Don't let cost get you down. If you choose to take the manual inspection path, you have to keep human error in mind. Sending faulty products to your customer will lead to altered relationships, extensive repair work, and worst case scenario - a recall. To send your team out to these facilities to repair their equipment is not only inefficient, but costly.

You could make a quick fix and be on your way, but most times you'll spend some change making a fix or finding out there are other problems beyond what you initially saw. Take the extra time and care to be sure your products are ready to go out the door, otherwise you are looking at a financial mess.
Operators are not perfect, but they are expected to perform to their best ability at work. Life can easily get in the way of this happening. On any given day, your operator could be experiencing issues outside of work that can cause distress, fatigue, or any other mind-altering feeling that can take away from their work. Be aware of this factor when deciding if manual weld inspection is the method you want to continue with.
Ultrasound Weld Inspection

Ultrasound inspections are designed to be non-destructive, meaning you can reuse the parts. This method is highly successful at finding subsurface defects and can be used on all weld joints as it is portable. This will require the operators to be highly-trained because the human factor is still involved in this method. All surface defects have to be found by the operator visually. For a facility looking to move away from manual weld inspections, ultrasound inspections may not be much different. While the ease of subsurface defects can draw you in, this system is difficult to automate and will run relatively slow.
Dye Penetrant/MAG Particle

This inspection method is almost identical to Ultrasound in terms of effectiveness and human interaction. The low cost, ability to find surface defects, and portability make this a stand-out choice. On the other hand, this system is slow, cannot be automated and requires a high-level degree of training.
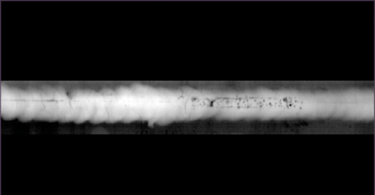
X-ray Weld Inspection
X-ray is great for finding surface and subsurface defects. It can be automated and works with all weld joints. The equipment is extremely expensive and requires highly-trained operators, but can be automated to make the process easier. Similarly to Dye Penetrant/MAG Particle and Ultrasound, the speed of this system is slow and cannot be used on 100% of your products. In the end, you will be left with a 2D weld picture.
One of the major pitfalls for X-ray weld inspecting is radiation. This will add a level of concern to your line that, for safety reasons, may deter you completely.
Automated Weld Inspection

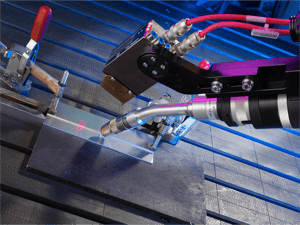
Automated weld inspection utilizes an array of technologies from vision based camera applications to laser triangulation-based sensors. The benefits that come from this technology are immense in that they can eliminate the difficulty of human error from inspection by utilizing algorithms and artificial intelligence to support the inspection process. In the set of offerings, you can evaluate various aspects of the weld surface for dimensional and defect related attributes. Data acquisition, enhanced traceability, and the ability to pair with human interaction for repair and logging, makes it a flexible solution for high volume applications. While it has great top end capabilities, it can be complex to implement, time consuming to optimize, and not ideal for inspection of manual welds or low volume builds.
Supporting Technologies
Inspecting welds is a critical step in ensuring quality product leaves your facility. Incorporating newer technologies, like seam tracking and parameter monitoring, can help reduce the need for weld inspection all together. This technology is designed to increase productivity by catching weld joints in real time.
Weld Parameter Monitoring
This technique has gained major popularity in the past couple years. It's a great addition to help stabilize your welding process and is available on most new welding machines. With the aid of locking out welding variables, only qualified personnel will have the ability to make changes. This will allow you to monitor your arc in real-time.
With the aid of locking out welding variables, only qualified personnel will have the ability to make changes. This will allow you to monitor your arc in real-time.
While all of these things are great, this method does not replace inspection all together. You will still need to have trained individuals in your facility who can set it up and maintain the system.
Touch Sense and Seam Tracking
Seam tracking is the most consistent reading you have for weld quality. It reduces your need for weld repair by optimizing joint finding while keeping the weld on seam. Unfortunately, in automotive applications, this doesn't work very well due to the thicker material needed for these two processes to be effective. This method does have the potential to increase your process cycle time.
Tactile seam tracking helps your weld stay on track by physically touching and follow the seam. This technique can greatly reduce repair needed. This is not usable with MIG/MAG applications and does require certain joint configurations to work properly. As of right now, this technique is only available with laser welding and brazing.
Optical seam tracking uses laser triangulation to help find and track the joint either in real-time or before-hand in the search process. This maintains weld quality and joints that won't repeat. This can become hard to access in tight places, as this sensor does increase the size of the torch. Your cycle time can increase based on the time you take to search joints before you do the welding.
Review
All of these methods have their pros and cons. Depending on the level of human interaction you want involved in your weld inspection, will be the key factor in determining which method is best for you. Take into consideration the time each process will take, the amount of labor required beyond installation, and most importantly which method is optimal for the needs of your team.