

There are countless robotic welding cell setups tailored to various jobs, and it's rare to find two that are exactly alike. This diversity stems from the wide range of welding automation needs for different parts and products.
Despite their differences, most robotic welding cells share a common trait: they could benefit from performance improvements. These enhancements can range from minor adjustments that simplify programming and maintenance or extend the lifespan of parts, to more significant changes like adding peripheral equipment to reduce long-term costs and increase uptime.
Let's go over six practical ways to improve the efficiency of your robotic welding cell.

1. Invest in a Robotic Torch Nozzle Cleaner or Reamer
Enhancing automation in your welding cell is crucial for boosting efficiency. By incorporating a cleaning station into your robotic setup you can significantly reduce downtime. These cleaning.png?width=299&height=299&name=REAMER%20BLADECLAMP%20(1).png) stations can:
stations can:
- Nozzle Ream
- Nozzle Ream and Inject Anti-spatter
- Nozzle Ream, Inject Anti-spatter, and Wire Cut
This allows your robotic cell to maintain a clean nozzle, ensure that the robot cell has a treated nozzle, and cut the wire to the same length every time, ensuring both reliable Tool Center Point (TCP) and consistent arc starts.
But let's say you're not willing to invest significantly more in automation for your robot welding cell. If you had to prioritize features, nozzle reaming is the way to go first, followed by wire cutting.
When you have a reaming station, one thing to note is that it’s ideal to have the air blast engaged from the back end of the torch down to the diffuser ports while you are reaming. The air blast allows you to blow out any spatter or debris through the diffuser, out the back of the nozzle. This prevents the blade from pushing spatter or other debris back into the gas ports and reduces gas flow issues that can cause problems.
Reaming Station
With a nozzle reaming station, you have a couple of options for nozzle clamping, which depend on the number of clamping points on the nozzle. Generally, more clamping points provide greater security. Therefore, a 4-point clamping system (pictured) is the optimal way to secure the robotic torch nozzle. This isn’t to say that a 3-point clamp style isn’t effective, but with 4 points, you get more clamping surface area, ensuring a consistently tight grip on the nozzle. This consistency allows the reamer blade to travel smoothly inside the nozzle, thereby increasing the lifespan of both the torch nozzle and the reamer blade.
Another consideration with nozzle reamer stations is to ensure proper pairing of the reamer blade with the nozzle. This pairing is crucially specific to the nozzle being used for welding. While one reamer blade may fit a wide range of welding nozzles, it's essential to match them correctly for efficient operation.
2. Optimize Robotic Torch Cable Length
Optimizing robotic weld cell performance often hinges on using precisely sized cables. Many cells use unnecessarily long cables, leading to slack across the robot arm, which causes liner wear, abrasion, and snagging on fixtures or parts. Conversely, overly short cables strain robot joints and can impair functionality, risking resistance, current capacity issues, or water leaks in water-cooled setups.
can impair functionality, risking resistance, current capacity issues, or water leaks in water-cooled setups.
Ensure your cable length matches your weld torch's reach requirements. Trim excessive lengths and consult your robotic welding product OEM for adjustments. External feeder setups often benefit from tool balancers to manage cable tension effectively.
Choosing between performance and value cables depends largely on budget and longevity needs. Value cables offer cost savings but shorter lifespans, while performance cables feature enhanced durability with superior abrasion and torsion resistance.
In water-cooled systems, hybrid cables provide a lower-cost alternative with coolant lines to cool the torch neck and consumables, albeit with less repairability and increased weight. Fully water-cooled assemblies, however, efficiently dissipate heat, offer lighter weight, flexibility, easier repair, and extended lifespan.
3. Choosing the Right Welding Tools
The right torch package for the job applies to the consumable and periphery setup. If your robotic welding cell is running 3 shifts a day at 6 days a week, your high output robotic cell shouldn’t be running on a Value cable and a 3-point clamping reamer without anti-spatter or a wire cutter. To increase throughput and reduce downtime effectively, investing in proper automation is key—don’t compromise on critical components like the torch and its support tools, which ensure continuous operation with minimal maintenance.
Additionally, utilizing high-quality consumables such as CZ tips and high-temperature insulators will help increase longevity and reduce the frequency of replacements. For applications running a few hours daily or weekly, or specific parts, opting for value-oriented options is acceptable. Conversely, there’s no need for a 600-amp torch setup with quick-change features and a 4-point clamping system on a heavy-duty cleaning station; a more economical approach suffices. Align your choices with the desired automation level, part specifics, weld cycle times, and duty cycles.
All these factors need to be taken into account when evaluating how you should set up your tool to perform your work. With robotic welding there are endless options at your disposal, so knowing your specific needs will help your OEM dial-in the right solution for you.
4. Implement Robotic Fume Extraction
Robotic welding is increasingly focusing on fume extraction, driven by health and safety concerns regarding welding fume exposure, known to be carcinogenic over prolonged periods. Traditional overhead hood systems can be impractical for large parts handled by cranes, prompting interest in source capture solutions. These systems directly extract fumes at the welding point, facilitating easier handling of large parts and fixturing compared to costly and less flexible hood setups.
Centralized systems offer an alternative by collecting and exhausting smoke from the ceiling level, yet they still pose exposure risks to shop employees due to heavy metal particles not fully rising with the smoke. For welding large components like dump truck beds or frames, which often require thick wire and water-cooled setups for high deposition rates, effective fume extraction at the source is essential to mitigate health risks and ensure a cleaner work environment.
5. Use Electronic Shielding Gas Management
Improving efficiency also includes optimizing gas management. Electronic regulators, unlike flow meters or mechanical regulators, enhance the use of shielding gas by monitoring welding amperage and both inlet and outlet pressures. They adjust gas flow based on welding conditions, maintaining a consistent flow rate despite fluctuating incoming pressures from other weld cells.
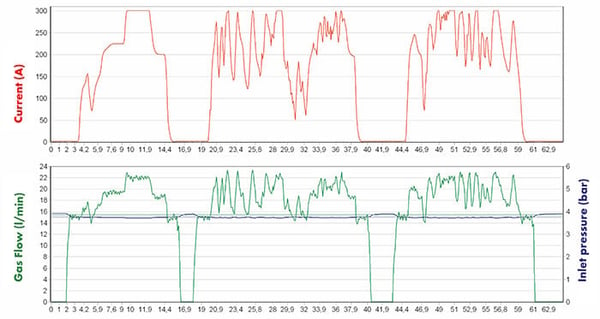
Electronic regulation ensures a programmed flow rate regardless of line pressure changes, unlike flow meters which vary output with diaphragm and spring mechanisms. Integration with Ethernet systems, CAN Interface, or robotic controllers allows for real-time alerts and shutdown capabilities, swiftly resolving issues and minimizing production downtime.
Traditional flow meters may only detect gas-related issues post-production, like porosity or blockages, leading to rework and scrap. In contrast, electronic gas management provides consistent delivery and immediate shut-off at the end of welding, preventing unnecessary gas wastage seen in flow meters.
Additionally, electronic systems reduce initial gas surges at weld start, eliminating audible disturbances. They also offer cost savings by efficiently controlling post-flow gas usage, contrasting with flow meters that continue to release gas until the ball settles, unnecessarily depleting resources.
6. Utilize a TCP Pointer
Other small hacks useful on the job site for robotic welding include using a TCP pointer. This simple tool features a spring-style point with a set length, a threaded fitting, and a spring pointer. Because it’s spring-loaded, it offers forgiveness; if you inadvertently push the robot too far into the part during programming, instead of bending the wire, the TCP pointer spring will simply spring back into place and remain straight.
With wire, you would otherwise have to pull it out, cut it, push it back through, measure it—resulting in more human error and unnecessarily prolonging programming time. Using a TCP pointer saves considerable time when programming something new or making adjustments. They are very affordable and a highly recommended tool to have on hand for programming needs.
Final Thoughts
Not every improvement will apply to all robotic welding cells, but evaluating your cell's performance from a cost and production standpoint can reveal opportunities for enhancement. Whether through automation upgrades, cable optimization, appropriate tooling, fume extraction, gas management, or programming aids, these practices can unlock untapped productivity and efficiency in your robotic welding cell.
