

Porosity is the bane of existence in robotic welding.
It happens. You don’t know where it comes from all the time, or how it’s happening, and you spend days or even weeks troubleshooting to figure it out.
We’ve all been there.
But, there are a few common things you can check and a few factors in your weld process that can help dial in the root cause of your porosity that may help you expedite getting past it and having your weld cell back to running full tilt.
Some of the factors and questions to ask when you’re troubleshooting porosity can be things like:
- What type of porosity are you getting?
- When is porosity occurring in your weld?
- What is your gas regulator value compared to the torch?
- Is there metal contamination from the base metal or the weld wire?
Getting a grip on these 'Big 4' questions will guide you quickly through troubleshooting your porosity.
What Type of Porosity are you getting?
You can define weld porosity practically by separating it into two types:
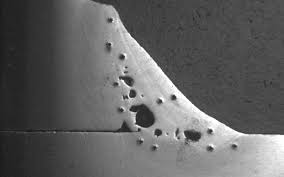
- Internal Porosity – Where porosity appears underneath the surface of an otherwise acceptable looking weld
- External Porosity – Where porosity appears on the throat or outside appearance of the weld, even if internally the weld profile is sound
Depending on which type you can point to two causes.
 Almost every time, internal porosity is going to be caused by metal contamination. What makes that dangerous is the only things that will find it are x-ray or destruction testing; something that won’t be done all the time if a weld looks acceptable from the outside.
Almost every time, internal porosity is going to be caused by metal contamination. What makes that dangerous is the only things that will find it are x-ray or destruction testing; something that won’t be done all the time if a weld looks acceptable from the outside.
Contamination can come from things like oil being on the metal or even the metal being coated (hello, galvanized steel). Oil on the metal always poses a risk of porosity – part of the reason why cleaning and prepping metal is such a big point of emphasis for many manufacturers.
This is especially a risk if you weld at low parameters, because lower amperage applications will allow the weld puddle to freeze before gas escapes the weld, which freezes the oil inside like a fossil. That makes the inside of the weld Swiss cheese, and causes internal porosity.
With galvanized metal, the coating itself has already contaminated the metal. This means you have to look at your welding wire for a possible solution. For instance, when doing galvanized welding in the frame world, if you deal with heavier material, and it does not play well with welding. One way to overcome that is use a special type of metal core wire that would stay liquid for longer in the puddle and allow the gas to escape.
 With external porosity, you are looking more at the gas and how it’s being impacted. The most common refrain is that the tank isn’t delivering enough gas, but it’s as common a cause of porosity that too much gas is delivered to the weld puddle.
With external porosity, you are looking more at the gas and how it’s being impacted. The most common refrain is that the tank isn’t delivering enough gas, but it’s as common a cause of porosity that too much gas is delivered to the weld puddle.
Other factors like wind, even the most subtle of breezes, can cause porosity when all the other settings look to be right.
To detail how easy it can be to have external porosity from atmospheric condition, I'll give a specific story that baffled me for a couple of weeks when I was welding frame for Ford trucks:
We had just set up the F-150 lines and we had our front mod station, and we encountered intermittent porosity and it would just come and go all day long.
Charges were clean, gas was set right, no leaks, and all the equipment is brand new. Everything was set up properly.
What we did find eventually was whenever this overhead door was open next to the cell, a door that was a good 20 to 25 feet away, all of a sudden we'd get porosity in those welds until the door would close again.
From the constant opening closing of that door there was enough negative pressure in the building to be pulling a breeze through there. We ended up having to drape a bunch of curtains both on the overhead door and in the front of that cell to stop the breeze coming through.
It doesn't take much airflow at all to kill your gas coverage. It can be a light breeze. Sometimes it's even hard to feel. Any kind of major air movement in that cell can effect shielding gas. Even an air movement system like exhaust extraction can cause external porosity, depending on where you're pulling your makeup air from in that cell.
Sometimes looking for the simplest of causes can be the exact cure for porosity.
When is Porosity Occurring in your weld?
 The very first thing you should check is whether porosity is happening at the beginning of the shift or during a shift?
The very first thing you should check is whether porosity is happening at the beginning of the shift or during a shift?
That's observation alone going to tell you where to troubleshoot. If the robotic torch welds great all day and porosity starts popping up, chances are good that it's a dirty nozzle dirty. Check that your nozzle is clean and the diffuser is clear with a clear pathway for gas to travel.
If porosity is occurring at the start of a shift and it's running poorly, then the first thing to heck would be the gas regulator in the back of the cell.
Those two items are the two biggest and easiest things to check. If your torch and your nozzle are clean and your regulator is fine, purge through the robot and make sure the gas is coming through the nozzle.
What is the Gas Regulator Value Compared to the Torch?
Make sure that the value of the gas regulator gauge matches what delivers to the front end of the robotic torch. With gas valves, you can be incoming. I've seen incoming pressure or CFH that was fine, but there was no shielding gas outgoing because there's a clog in the regulator.
After that, use teach pendant of the robot to purge the gas out and make sure that your gas comes all the way through the nozzle. If it is not coming through the nozzle, disconnect the gas line going from the feeder to the torch and then purge, purge it again and see if you are getting gas from the supply to the feeder.

If you are, then your problem is in your torch cable or somewhere down the torch. If there is no gas traveling up to the feeder, then the problem is in your supply line. That would be from the valve to the field.
If all those troubleshooting checks show no sign of issue and you still are getting flow through the end, but getting porosity, the next thing to check is for leaks.
A broken line somewhere where you could be pulling in atmosphere. A root cause of porosity with a broken line is that you are pulling air in from the outside and forcing it out through the torch.
It’s a pretty common occurrence, so be sure to check thoroughly for that.
When you are troubleshooting for porosity, you also want to isolate the causes to rule possibilities out. I ran into that exact scenario doing training parts and the weld operator would open the garage door in the summer. They has rust and porosity on their parts and their CFH was extremely high – near 90.
In that scenario – where the garage door was open, it wasn’t obvious to the welding staff that they were blowing wind through the plant and causing porosity. To compensate, they turned up their gas, kept turning up their gas, and had one hand fighting the other by having two separate drivers of external porosity while not properly addressing either cause.
Where is Weld Contamination Coming From?
The smallest amount of contamination in the base material can be a killer when it comes to porosity.
We touched earlier on with internal porosity how oils or other substances on the base metal can easily freeze inside the weld and fossilize. These substances can be from anywhere within the plant, including:
- Die processes
- Anti-corrosion agents
- Rust preventative
- Stamping
- Dry lubrications
So it’s not just a wet oil that can be the cause of porosity within a weld. All of these sorts of factors – especially in Automotive OEM welding plants where many of these applications are used, have to factor in when troubleshooting for porosity.
It can happen where these agents will dry out on some parts of the base material or concentrate in others, and you can see porosity form in just one area.

Weld parameters factor in, as well. If you have a very light film of stamping oil on a part, but you're welding 500 amps, you're burning that oil away before that plane even gets near the oil. If you're doing TIG welding or a low amperage MIG weld, you're not getting hot enough to vaporize that oil or contaminant.
That's why when you're doing lighter duty welds a little bit of oil will hurt you a lot. Whereas with a heavy deposition welds that kind of issue is not as much a common occurrence. Usually with heavy deposition welding, it's going to be impurities like rust, oxidation, anodization, mill scale, or galvanized coatings, which are becoming more prominent as car makers stress corrosion resistance on thinner parts.
Weld process can matter with weld porosity, too. Straight CO2 will create a hotter arc and run less of a chance of causing porosity depending on how much amperage you're putting into the weld.
The weld wire can make a difference too. Depending on the reaction with the inert gases or the shield gases. It can all be a combination. For instance, if a material is coated, different wire types will impact the process. For galvanized, a metal core wire because of the extra cleaning agents to help pull gas pockets and impurities out can help to limit spatter. But you can also use solid wire on galvanized and avoid porosity, too, but would need to account for a lower travel and likely an increase in spatter.
Summary
Porosity can be a drag on the production process. But, if you have a clear plan of attack for addressing porosity issues as you come across them, you can systematically address the probable causes and come to a solution faster.
Always consider the time in the weld, the factors around the base material, and your weld setup. Knowing all of these will give you an effective plan of attack and get your weld production back up and running quickly.