

When we look at weld joint detection and the benefits involved, there are two primary features of these technologies: the finding and tracking of the joint.
Joint finding can be done in multiple ways, from the most basic to the most technologically sophisticated. Depending on your own in-house capabilities, amount of speed you need to perform this function, and the kinds of materials and joint you weld, there are a few specific ways to find and track the joint that will suit you best.
Weld joint finding can be done by any of these methods:
As you progress through each possibility, the cost, maintenance, and benefits increase. The speed of detection is significantly reduced.
Manual Positioning
Manual positioning is where the operator physically places the wire into the joint at the arc start position.
In hard automation, they're driving the wire location with a manipulator and placing it into the start of the weld. The manipulator can be a boom on rails or smaller cross slides close to the process.
/Webinars/Seam%20Tracking/Manual%20positioning.png?width=300&name=Manual%20positioning.png) For a robotic process, the programmer will locate the wire into the joint at the arc start location and record the position.
For a robotic process, the programmer will locate the wire into the joint at the arc start location and record the position.
Some of the pros and cons with manual positioning are:
Pro's
With Hard Automation, the operator places the wire in the correct start position for each new part. We know the arc start will be correct from part to part.
Robots are highly repeatable and allow the weld to go to the same programmed point each and every time.
Con's
Manual positioning with hard automation is a slower process and requires dependency on the operator. If they are not placing wire in exactly the right spot, you will have some variation from time to time with the start location.
Robotic require the weld joint to be very consistent. This leads to higher tooling cost to make sure your parts are very repeatable. Insuring the welds joints are in the proper location to maintain a stable process.

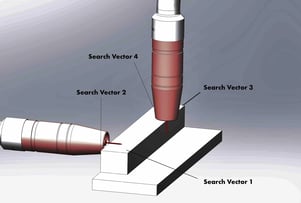
Wire Touch Sensing
Wire touch sensing is widely used in the market today. It's a great way to do joint finding without adding hardware. Touch sensing electrically charges the wire and when making contact with the part surface, causes an electrical short the robot records that position.
Advantages to touch sensing includes having repeatable arc starts and ends.
Some of the cons required in this is the speed.
There will be three to five seconds per search vector, which adds a lot to cycle time. In order for the spot to hit consistently every time, you need wire breaks on your torch for the wire sticking out. Another necessity is a clean surface. If you have a part that has heavy oil or heavy mill scale, this doesn't work well with the transfer of electricity. You might get a false hit, which can cause your arc starts or arc ends to be off location.
Nozzle Sensing
/Webinars/Seam%20Tracking/Nozzle%20sensing.png?width=300&name=Nozzle%20sensing.png) Nozzle sensing is very similar to wire touch sensing, except you use the gas nozzle for the current. The same principles apply as touch sensing. You apply the voltage to the nozzle and when it touches the point, a shout is caused and the robot records the position.
Nozzle sensing is very similar to wire touch sensing, except you use the gas nozzle for the current. The same principles apply as touch sensing. You apply the voltage to the nozzle and when it touches the point, a shout is caused and the robot records the position.
Some of the advantages is that there's really no added hardware between touch sensing and nozzle sensing. They both allow you to easily find arc starts and arc ends.
The cons are similar to wire touch in relation to speed. In an effort to speed up the process, you need a clean surface. Another thing that you might have to do is add an outside nozzle cleaning for your torch maintenance stations to ensure cleanliness. If you had a spatter ball or some debris that is stuck to the outside of that nozzle that's going to give you a false read when you're looking for your arc starts or arc ends.
1D Laser
![]() 1D Lasers have really started to take a strong hold in welding applications.
1D Lasers have really started to take a strong hold in welding applications.
The way it works is the robot moves to preprogramed position, records that distance and feeds that back in to the laser sensor. The technology works pretty similar to wire touch and nozzle touch, but it's a lot faster. This process works in that one second or less find rate, which aids in quickly locating arc starts and ends.
One disadvantage of 1D Laser is the need for a clear line of sight. Unlike touch sensing or novel sensing, you can actually get your nozzle or wire underneath some clamping or in some time locations. 1D Lasers need a direct line of sight and there's a little more maintenance involved with using such a technology.
There's also upfront hardware that you have to put in place that may limit you on some tooling access.
2D Laser
/Webinars/Seam%20Tracking/2D%20Laser.png?width=188&name=2D%20Laser.png) One of the nice things with the 2D Laser beam is the ability to get Y and Z dimensions. Typically it's quicker than a 1D touch because you get a location in two axis (Y and Z) with one scan.
One of the nice things with the 2D Laser beam is the ability to get Y and Z dimensions. Typically it's quicker than a 1D touch because you get a location in two axis (Y and Z) with one scan.
The same challenge with 1D exists with 2D Lasers, being that you need a clean line of sight.
Likewise, 2D Lasers add hardware to the front and require more maintenance to keep everything clean and spatter-free on lenses and lens covers.
3D Laser
3D Laser Triangulation is a tracking sensor that is capable of joint find as well. All the tracking sensors having the ability to find. This allows you to get arc starts and arc ends. Functionally speaking, 3D Laser Triangulation is a set of laser lines that come down, bounces off the part, and comes back.
This allows you to get arc starts and arc ends. Functionally speaking, 3D Laser Triangulation is a set of laser lines that come down, bounces off the part, and comes back.
3D Laser records information very similar to a 2D, but we're getting a lot more data from the scan. This method is also very fast. You can expect to find the arc start and end in about a .25 seconds.
![]()
Like with the other lasers, 3D Lasers still need that clear sightline.
Comparing Joint Finding Methods
The best method for joint is going to come down to your specific need and current capabilities.
As you level up in technology and speed, the solution becomes more expensive and slightly more complicated to execute. But with that, you get better cycle time, more accuracy, and less margin for error.
/Webinars/Seam%20Tracking/Joint-Find-Comparison-Table.jpg?width=1200&name=Joint-Find-Comparison-Table.jpg)
Breaking down into three different segments: Programming, Material, and Tooling.
With Programming, consider the following questions to help guide you:
- What is the skill level of programmers in-house?
- Do I have the time to program each part?
- How fast do I need to be?
- Do I need the process to be automatic?
- Is there a clear line of sight to the part?
Material is another key consideration because not every joint finding solution handles dirty parts or every weld joint type.
For instance, wire touch sensing cannot handle oily parts or butt joints, but 3D Lasers can.
Lastly, think of your tooling and maintenance needs. The more complex the solution, the more tooling consideration required. As you step up in technology and capability, so does the need for maintenance.
You'll invest a lot in these solutions for the time savings involved, make sure they are being utilized and paying you back.