

When version one of the Electronic Welding Regulator EWR was released, we received a lot of questions about it's performance and how exactly it works to control the flow of shielding gas.
Now with version 2.0 of the EWR out - the EWR 2 / EWR 2 Net - we wanted to answer some of the frequently asked questions we received on the original EWR and update it for the next generation of gas management:
1. What is an Electronic Welding Regulator?
The EWR 2 (Electronic Welding Regulator) is a device which controls the flow of shielding gas for arc welding processes. The combination of supply, distribution of gas flow based on welding current, surge suppression, and quick responding valve for shut off enables large scale reduction in gas usage compared to other gas monitoring technologies in the marketplace.
2. How Does EWR 2 Deliver Gas?
At the start of the process, the gas that is between the outlet of the EWR 2 and the inlet of the gas solenoid is set at a predetermined pressure between 0.2 and 2.0 bar (2.9 and 29 psi) in a non-flow state. This pressure is being monitored and maintained at all times by the EWR 2 unit during a non-flow condition. The required psi is determined by different facts like the length of gas hose between the EWR 2 outlet and the gas solenoid inlet, the diameter of the hose or bends and curves in the hose. This section of hose is where the gas is stored. When the solenoid is opened the pressurized gas is then released into the welding torch purging the torch of moisture and atmosphere that may have developed in the torch gas line during a non-welding condition.
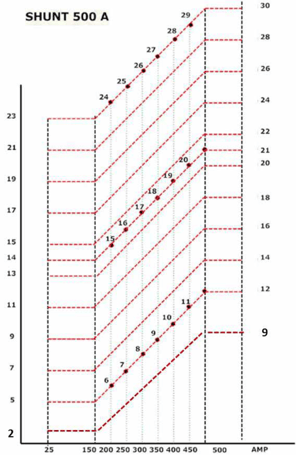 During the welding cycle, the EWR 2 is monitoring welding current via a shunt and meters shielding gas based on the amount of current in the welding arc. The gas flow is applied via a standardized curve within the unit. Additional flow can be added or reduced by changing the start point of the curve as noted on the left side of the graph. Top end gas flow for that setting is depicted on the right side of the chart with current ranges noted along with bottom.
During the welding cycle, the EWR 2 is monitoring welding current via a shunt and meters shielding gas based on the amount of current in the welding arc. The gas flow is applied via a standardized curve within the unit. Additional flow can be added or reduced by changing the start point of the curve as noted on the left side of the graph. Top end gas flow for that setting is depicted on the right side of the chart with current ranges noted along with bottom.
At the end of the weld, the arc is extinguished via the process controls (welder) and gas solenoid will begin to close. The drop in current will result in a reduction of gas flow commensurate with the curve above. The valve in the EWR 2 will close completely once the required outgoing pressure in the line is achieved.
Note on Pre and Post Flow: Just because there is no welding current does not mean there is no gas flow. It means that the gas flow is being controlled by the Electronic Welding Regulator but no adjustments are being made based on the shunt input. Assuming the solenoid is left open and no welding current is present, gas will flow at a rate equal to that of the setting noted on the left side of the chart above. This is typically what addresses the pre and post flow requirements of the process.
/Blog/EWR%202%20FAQs/New_graphs/EWR_2_Saving_Potential_EN_01.jpg?width=557&name=EWR_2_Saving_Potential_EN_01.jpg)
/Blog/EWR%202%20FAQs/New_graphs/EWR_2_Saving_Potential_EN_02.jpg?width=557&name=EWR_2_Saving_Potential_EN_02.jpg)
3. Does EWR 2 Reduce Gas Peaks at the Start of a Weld?
Yes it does. See the comparison chart reflecting arc starts using standard mechanical methods (left side chart) and electronic (right side chart):
/Blog/EWR%202%20FAQs/New_graphs/EWR_2_Elimination_of_gas_peaks_EN_01.jpg?width=557&name=EWR_2_Elimination_of_gas_peaks_EN_01.jpg)
On the left side chart, the graph line spike at the outset is the amount of gas used at the start of the arc. The peak is noticeable compared to the rest of the gas flow throughout the weld cycle.
On the right side, the gas use at the start of the arc is indistinguishable from the rest of the gas throughout the weld cycle.
Also noticeable comparing the two graphs is the drop in gas flow at the arc stop. On the left side, the magnetic valve on the power source is the main mechanical function cutting off gas supply. As the graph shows, the closing of the valve is slow and gas flow is slowly siphoned off while filling the gas hose with the full gas pressure. On the right side, quick acting frequency valves cut the gas flow off immediately once the weld current isn't detected any longer and the post flow stops.
/Blog/EWR%202%20FAQs/New_graphs/EWR_2_Elimination_of_gas_peaks_EN_2.jpg?width=557&name=EWR_2_Elimination_of_gas_peaks_EN_2.jpg)
4. Can EWR 2 be Locked Out?
Yes. The hardware of the EWR 2 is password protected and can be accessed from the LED display. A four digit numeric password is required to access the hardware of the EWR 2 and alter the settings. Please see the Operating Instructions.
The software for the EWR 2 can also be accessed to change settings. This password is alphanumeric in nature and can access different level of users: the User, the Setter, and Service Representative (ABICOR BINZEL only). Please again see the Operating Instructions. The password of the EWR 2 can be changed individually via the service software.
5. Will EWR 2 Work on Manual and Automatic Welding Applications?
Yes! EWR 2 works in the same manner on manual and automatic welding torches as it does on robotic welding torches. The concept and mechanics of the device do not change because of the process involved.
6. Will EWR 2 Work on Bulk Storage Systems?
Yes. It will work on bulk systems as well as bottles assuming the gas pressure is controlled between1 and 6 bar (15 and 87 psi) pressure in flow. Lower air pressure will result in decreased performance of unit; higher gas pressure will lead to possible damage of unit (Note: 87 psi maximum). It will work as well with any standard combination of gases.
Note: EWR 2 is required to be installed on each machine. One unit cannot serve multiple welding arcs.
7. How Far from the Welding Torch Does an Electronic Welding Regulator Need to be Mounted?
Currently it is not more than 30 m (50 feet) from the solenoid tested. If a greater length is required, please consult an ABICOR BINZEL Product Engineer.
8. Can Electronic Welding Regulators be used with TIG or Pulsed MIG?
Yes, it works with TIG. The shunts are able to work with MIG/MAG as well as with TIG. Therefore no special TIG shunt is necessary.
Electronic Welding Regulators work well with pulse, using the average current for the pulse welding arc.
9. How Do I Know How Much Gas I am Using?
EWR 2 comes equipped with an LED display screen on the hardware that shows the gas flow and inlet pressure being delivered in to the torch from the power supply and gas tank.
Similarly, EWR 2 Net comes with a service software package that allows for adjustment, data logging, and monitoring of the gas flow remotely provided it is connected to the local area network (LAN). If not, a USB jack can be wired from a computer to the hardware to adjust settings, view performance, and log data. Connection via USB is made for temporary use only and should not be used in continuous operation, as the device is not fully protected against dirt penetration from the outside.
There are also several error message that Electronic Welding Regulators show if there is a problem with the gas flow. Please consult the Operating Instructions "Troubleshooting" Section 10 for a complete list of errors and their meaning.
10. What Is the Warranty and How Long Do They Last?
Warranty on the unit is 2 years from the date of delivery to the initial purchaser.
There is no definitive answer to how long they last. We have had some units in production settings for 4+ years with no issues. Important is to have a yearly calibration service of the EWR 2 and ensure that the gas supply lines are free of debris as the biggest failure of the units is related to dirt getting into the fast acting valve and impeding operation.
EWR 2 units can be calibrated at the point of use by our ABICOR BINZEL Service Team (~15 min per unit) or sent for maintenance and calibration and be returned to the user with a printed calibration report.
If you have more question on EWR 2 and it's gas saving and monitoring capabilities, leave us a Comment and we'll answer as fast as we can!