
/Autores/Camacho.png)
En la soldadura MIG-MAG existen varios factores físico y químicos que interactúan en la zona del arco eléctrico; el fenómeno del arco eléctrico es en si muy complejo y requiere de un adecuado balance de todos los parámetros de soldadura.
.jpg?width=241&name=B-028%20Burn-back%20como%20evitarlo%20(1).jpg)
-
-
-
-
- Región del ánodo
- Región del cátodo
- Región del arco plasma
- Fuerzas electromagnéticas
- Gravedad
- Tensión superficial
- Fuerzas de chorro
- Región del ánodo
-
-
-
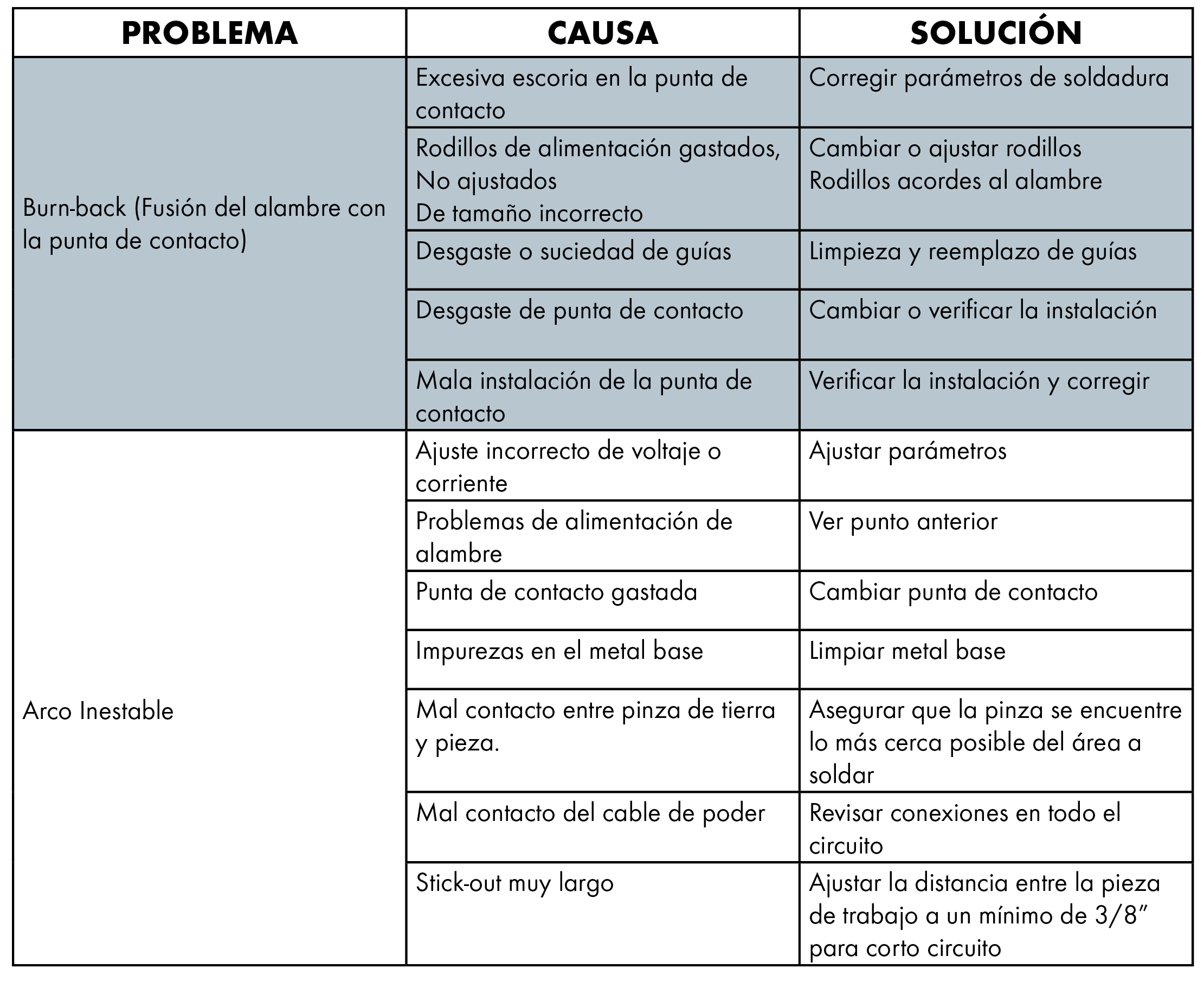
El “burn-back” o “retro-quemado” consiste en la fusión del alambre con la punta de contacto, se genera cuando se rompe el balance de los factores antes mencionados pero puntualicemos:
- Alimentación del alambre - si es intermitente por factores como: rodillos mal calibrados (muy apretados o con poca presión), con desgaste ó por una guía de alambre (liner) que esté mal instalada ya sea de longitud corta o larga, sucia, desgastada, etc.
- Stick-out - el alambre saliente de la punta de contacto debe ser controlado a una longitud determinada, toda variación en dicha longitud modifica el voltaje y si es muy corto origina que la corriente eléctrica fluya de la punta de contacto al metal base fundiendo el alambre, precisamente en la punta de contacto.

- Calidad del alambre MIG (micro alambre). Existen varios criterios o requisitos para catalogar a un alambre de calidad, estos son: Cast, Helix, superficie del alambre y homogeneidad en el diámetro. Un cast demasiado “cerrado”, un helix mayor a 1”, alambre con superficie rugosa (cobrizado deficiente) y un diámetro de alambre ovalado o fuera de la tolerancia seguramente nos pueden originar este fenómeno y otros más.


- Parámetros de soldadura. Esencialmente nos vamos a concentrar en el amperaje que es proporcional a la velocidad de alimentación del alambre, el voltaje o tensión y el tipo de gas, la combinación de estas tres variables nos dan como resultado determinada transferencia del metal a través del arco eléctrico. En la transferencia por corto circuito pero más en la transferencia por arco spray sobre todo con mezclas calientes (ArCO2) el stick-out debe mantenerse lo mas constante posible para evitar el burn-back.
Los parámetros de soldadura adecuados son proporcionados por los fabricantes del alambre, mismos que han realizado aplicaciones y pruebas de laboratorio que garantizan el mejor desempeño de dicho producto.
Ahorre en su proceso evitando el retro-quemado, que entre otros efectos tiene:
- Gasto excesivo en puntas de contacto
- Tiempos perdidos por el cambio de la punta y el retiro del tramo de alambre
- Costos adicionales de retrabajo sobre las piezas de trabajo

Deseamos que estos consejos sean de utilidad para sus aplicaciones MIG/MAG.
Si desea que uno de nuestros gerentes atienda alguna solicitud en específico, lo invitamos a ponerse en contacto al correo info@binzel.com.mx
