

When looking at automotive weld inspections and the applications they can be used in, the realm of possibilities are wide open. From MIG and MAG to laser brazing and welding, all of these applications (1) require inspection to ensure they meet process specifications and (2) are often suitable for automation. This is becoming more and more important as companies are realizing that when you have welds on critical automotive parts, especially very expensive parts, you cannot afford to take a nonchalant approach to executing this critical task.
In my years of programming and being a robotic applications engineer working for robot OEMs, one of my biggest pitfalls was disregarding the importance of inspection. Myself, like many other professionals in the industry, would think to ourselves - "If we're going to need over fifteen parts to really get dialed in, do we need to take the time to check each part?" This is not the kind of thought you want to have when dealing with equipment as expensive as these parts typically are.
Instead, I want everyone to understand the importance of weld inspection and the new technologies made available to make this process easier for manufacturers. Take it from me, your customers will be much happier with a solid and safe product.
Truck Frame Inspection
Many customers that we are now producing frames and related components are demanding or mandating that data acquisition and traceability be apparent. With tighter demands and safety regulations in place, manufacturers realize the need to provide an extra level of security in the inspection process. 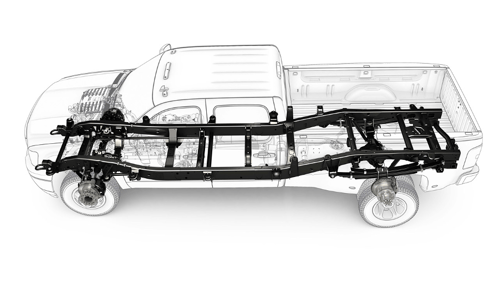 This is intended to help ensure the highest level of quality is maintained and the parts they deliver to the OEM are on point. For these manufacturers, it is especially critical to have the entire weld inspection process in order.
This is intended to help ensure the highest level of quality is maintained and the parts they deliver to the OEM are on point. For these manufacturers, it is especially critical to have the entire weld inspection process in order.
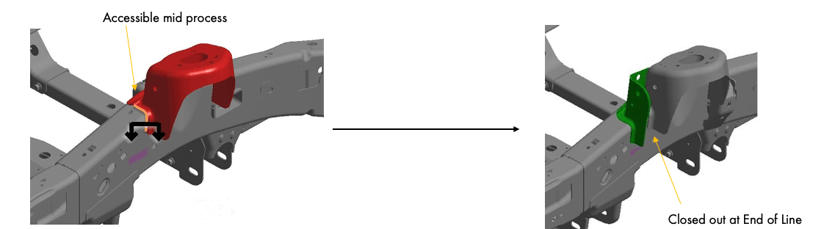
Close Out Welds
Many times, you might be welding a cap or an end piece that is over top of something you have already welded. By the time you get to the end of the line, it may be too late to inspect these welds as they are hidden from line of sight. Being there is a chance that these welds could be bad or missing, this greatly increased the chance of issues reaching the field which could lead to product failure or possibly a recall. New technology can help eliminate the risk of covering up an incomplete or bad weld that you customer might uncover later.
Instrument Panels and Exhaust Systems
This is not limited by one weld process or by material selection. It is possible to evaluate welds that are on stainless, aluminum, galvanized steel, etc. It's generally indifferent to the material that you are welding due in part to the advanced filters and algorithms these packages utilize. Based on the compact size of the sensors, you are able to get into tight locations and utilize them mounted on a robot. This allows you to move the sensor to the part or part to the sensor. In certain cases, it is quite common to use two robots scans at once, which reduces cycle times and allows production speeds to increase.
Laser Brazing and Welding of Closures
You can see in the video here that we're scanning highly reflective material at a good frame rate, high-speed measurement of 200 millimeters a second, and detection of pores down to a 10th of a millimeter. Even more important to recognize is that we can detect these pore sizes smaller than the human eye can normally pick up or at least at a fast page. In the case of small inclusions at the surface, they can also be indicative of pockets or clouds of porosity within the body of the weld. Being able to define these types of defects down to a 10th of a millimeter is critical in helping ensure the quality of the weldment is up to par.
Roof Brazing
In the case of body in white, manufacturers will often laser braze roofs to the body structure with intention of getting class A type surfaces that can be sent to paint directly off the line. Catching pores in these joints (along with edge defects) are especially critical in the sense of rework. These systems have proven to be very successful in helping stop small pores or inclusions from getting onto the next step, as repairing a body prior to paint is much easier (and cheaper) than after. Being able to catch an issue early on and diverting the chassis for off line repair keeps the line rolling and cars coming off the end of the line.
Battery Boxes - EV Production
More and more in the industry, we are seeing a rise in the acceptance and usage of hybrid and electric cars. In the case of the battery boxes, there are numerous stringent requirements as it relates to joining not only the box, but also the structures that support the cells and cells themselves. 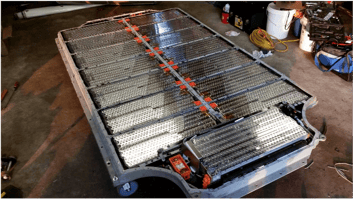 In the case of the batteries, you have to be sure there are no sharp edges or other anomalies that can affect the in-service performance. Using laser scanning, each weld can be scanned and parameterized for the specific details and attributes needed. Bringing this technology in line can allow you to analyze many of the critical joining processes through the entire manufacturing process.
In the case of the batteries, you have to be sure there are no sharp edges or other anomalies that can affect the in-service performance. Using laser scanning, each weld can be scanned and parameterized for the specific details and attributes needed. Bringing this technology in line can allow you to analyze many of the critical joining processes through the entire manufacturing process.
Benefits
One of the major topics of conversation is the cost of investment on the systems. Cost will vary heavily on the application you run - What is your cycle time? How many welds have you inspected? What specifications are the inspection?
In the end, consider what is best for your facility. Incorporating new technology into your operation will help increase productivity, decrease production costs, and leave your customers with the best product possible. While the work needing done to maximize system performance can be daunting (starting from line concept to spec determination to implementation and optimization) the payback on these systems are often well within the realm of "do we." The question is not can you afford it, but rather can you afford not to?